
複合材料憑借出色的綜合性能在無人機製造中得到了廣泛的應用。複合材料的變化性較強,設計人員可以根據實際的需求設計出質量輕且彈性高的複合材料(liào)結(jié)構,可以(yǐ)直接(jiē)在複合材料上噴塗隱身圖層(céng),或者是在複合材料結構中植入傳感器(qì)、智能芯片,實(shí)現對無人機的實時監控和智能化控製。夾層結構(gòu)和層壓板結構是無人機(jī)符合(hé)材料結構(gòu)的主要形式,翼身融合結構就是典型的複合材料結構應用,該類結構和相關製造技術也成為無(wú)人機製(zhì)造發展的重要方向。
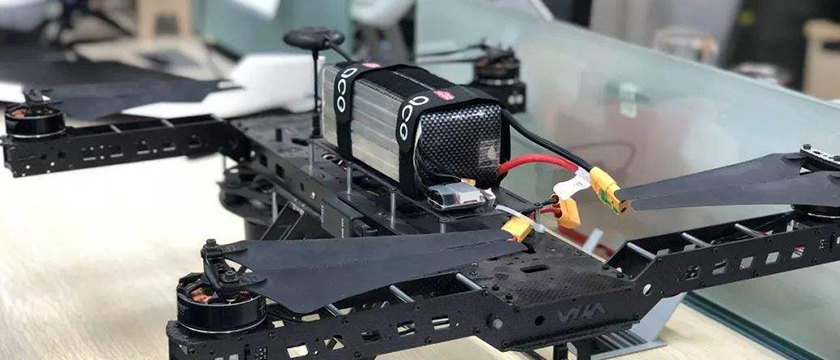
(圖(tú)示:碳纖(xiān)維無人機(jī))
在無人(rén)機的設計製造中(zhōng),為了(le)實現其結構(gòu)彈性和剛度分布要求,常常會通過鋪設角和材料的層數進行(háng)調整。玻璃纖(xiān)維(wéi)、碳纖維、環氧樹脂以及雙馬來酰(xiān)胺樹脂都是常見的複合材料(liào)製造件增強(qiáng)材料,其中碳纖維複合材料是當前熱門的複合材料之一。
蘇州香蕉视频ios污污污複合材料在碳纖維無人機方麵擁有深厚的技術積累,不僅(jǐn)服務(wù)於民用無人機廠商,在軍用無人機(jī)方麵也頗有建樹,例如(rú)為某軍工單位研製的碳纖維隱身無人機,根據反饋(kuì),其產品減重效果明顯,並順利通過後續(xù)的驗證試(shì)驗,滿足使用需求(qiú)。據香蕉视频ios污污污複材的技術人員介紹,較為常用的無人機複合材構件成型工藝主要有以(yǐ)下四種(zhǒng):
真空袋成型
真空袋成型工藝簡單且前期不需要(yào)過高的投入,操作難度(dù)適中,但是(shì)成型的壓力相對比較(jiào)小,因而適用於對(duì)於質量(liàng)標準要(yào)求(qiú)不高的複合材(cái)料(liào)構件製作中(zhōng)。在實際(jì)的無人(rén)機製造中真空袋(dài)成型技術多用於不超過1.5mm 的蜂窩(wō)夾層結構和層壓板(bǎn)結構的製造生產。
在小型低(dī)速無人機的製(zhì)造中,真空袋(dài)成型技術可以滿足大部分零件的生產要求,真空袋成型相較於熱壓罐成型其成本優勢十分顯著,因而在低(dī)速無人機複合(hé)材料製造加工中得(dé)到了廣泛的(de)應用。在正式進行真空袋成型之前,多采用預浸料鋪貼、濕法鋪貼等操作(zuò)。
在實際的(de)生產過程中濕法操作容(róng)易(yì)受到人為(wéi)因(yīn)素的影響,導致膠液塗刷的不均勻,這種情(qíng)況在夾層結(jié)構(gòu)成型中尤為明顯。此外塗刷方向的(de)不合理還容易導致纖維方向的彎(wān)曲、改變,威脅複合材料(liào)製造(zào)件的(de)穩定性。而采用預浸料鋪貼(tiē)則不會產生上述問題,膠液的塗刷較為均勻,製件的穩定性也可(kě)以得到保證。
模壓成型
模壓成型工藝綜(zōng)合(hé)了熱壓罐(guàn)成(chéng)型技術和真空袋成型工藝的優點,模壓成型工藝(yì)較為簡單。無人機中(zhōng)舵麵等采用泡沫(mò)夾層結構的複合材料大多采用該種成型工藝。模壓成型就是先製作(zuò)泡沫芯並將其鋪貼(tiē)蒙皮,鋪貼好的泡沫芯便可以放入成型模之中,在成型模複合材料被壓(yā)緊和固化。
模壓成(chéng)型技術製造構件的(de)效(xiào)率(lǜ)較高,且成型壓力大,設(shè)備投入和構件生產成本適中,經濟性較好。將該工藝應用與無人機翼板的製造(zào)中,可以確(què)保無人(rén)機機翼的外觀質量和翼形精度,提高無人機的(de)整體製造質量,加壓機的選擇是該工藝關鍵的工序。
模壓成型工(gōng)藝是(shì)泡沫夾芯複合材料(liào)構件生產十分出色的一種工藝(yì),將其與泡沫芯材(cái)發泡工藝相(xiàng)結合有利於(yú)該技術的進步和無人機(jī)製造(zào)的發展。
低溫成型技術
低溫成型技術可以視(shì)作(zuò)熱(rè)壓罐成型技(jì)術的補充,熱壓罐成型工藝成(chéng)本和(hé)耗能都(dōu)比較高,因而越來越多的國家開始研究其他的複合材料成型技術。低溫成型技術是一種在 60—80℃將材料進行固化成型的工藝,低(dī)溫聚合樹脂可以通過該(gāi)技術實(shí)現成型。
該(gāi)技術的適(shì)用性較廣,不會受到符合材料製造件的尺寸的限製,且直接在常溫常壓(yā)下就可以對材料進行固化。利用低溫成型技術製造的(de)構(gòu)件性能與在(zài) 120~180℃高溫下成型的產品性能並(bìng)無顯著(zhe)差異,目前該技術(shù)在洛克希(xī)德、波音無人機以及 X-36 驗證機中(zhōng)都有所應用,低溫(wēn)成型技(jì)術(shù)的應(yīng)用可以顯著降低無人機複(fù)合(hé)材料的製造(zào)成本。
熱壓罐成型
采用(yòng)熱壓罐成型工藝所製造的無(wú)人機複合材料構件的相對質量更輕、力學性能出色、內部質量較好且樹脂的含量較為均勻。對於速度要求較高的無人機的複合(hé)材料構件和主要承重構件多采用熱壓罐成型工藝進行生產製造。但是熱壓罐成型技術也存在一定的不足,該工藝對於設(shè)備(bèi)的要求較高,前期投入和加工過程成本都比較高,經濟性相對比較差。
對於預算有(yǒu)限的(de)無人機(jī)生產製造,常常會選擇低溫低壓成型技術代替該(gāi)技術,但是綜合來說熱壓罐成型工(gōng)藝仍(réng)然是複合材料高性能成型工藝。熱壓罐成型工藝的輔助材料按照(zhào)模具(jù)、隔離材料、擋塊、毛坯、吸膠材料、蓋板、透氣氈、真空袋和密封膠帶的順序進行裝袋。
複合材料的熱壓罐成型過程中樹脂的流動、熱傳遞、化學交聯和(hé)空隙形成等相互影響相互作用,增加了熱壓罐成(chéng)型工藝控製的難度(dù),容易(yì)出現貧膠、高孔隙率等加工缺陷。為了(le)保證複合材料構件(jiàn)的質量,必須要對熱(rè)壓罐工藝的壓力、溫度曲線進行良好的控製。目前相關學者和業界技術人員也建立了可以模擬熱壓罐(guàn)成型過程中動力學變化、樹脂流動以及熱傳遞等現(xiàn)象的(de)模型來(lái)對實際生產進行指導。(推薦閱讀(dú):碳(tàn)纖維複合(hé)材料應用在無人機配件中的突出(chū)優勢)




 微信(xìn)谘詢
微信(xìn)谘詢